- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
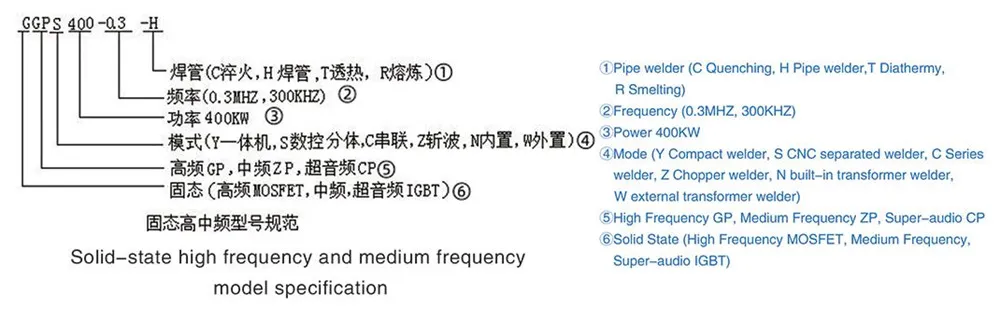
VALG AV KRAFT OG FREKVENS AV HØYFREKVENS SVEISER
Høyfrekvente sveisere har mange modeller. Ett lag 50 KW for sveiser med lav effekt, ett lag 100 KW for sveiser med middels kraft, ett lag 200 KW eller 300 KW for sveiser med høy effekt.
1. Kraftvalget er hovedsakelig basert på produsert rørtype og nødvendig produksjonshastighet. I tillegg til høyfrekvent sveisekraft er det mange faktorer som påvirker sveisehastigheten, slik som: stålrørets veggtykkelse, diameter, materiale; induktordiameter, svinger, kobberrør; og diameteren, lengden, materialet og kjølingen av magnetstangen ; størrelsen på stålrørets åpningsvinkel før ekstruderingsvalsen.osv.
Normalt tar vi mest stålrørs veggtykkelse produsert av brukeren som hovedgrunnlag, når veggtykkelsen er ca. 1 mm, bruk 100KW sveiser; veggtykkelsen er ca 2 mm, bruk 200KW sveiser. Og så videre, veggtykkelsen er ca 8 mm, bruk 800KW sveiser. Jo større stålrørsdiameter, jo lavere hastighet. Under normale forhold, i henhold til dette prinsippet, kan hastigheten i utgangspunktet oppfylle kravene. I tilfeller hvor det er spesielle krav til hastighet, kreves det spesielle hensyn. Store sveisere kan sveise små rør, mens små sveisere kan sveise store rør, Bare hastigheten er forskjellig.
Strømvalg bør også vurdere fabrikkens strømforsyningskapasitet og pris.
2. Frekvensvalget er enkelt. Normalt vil frekvensen for tynne og små sveiser være høye, tykke vegger og store sveisefrekvenser vil være lave. Vi kan produsere fra 100KHZ til 600KHZ sveiser. Under grundig sveising vil hvis frekvensen er høyere, spare strøm mer. Den sveisede varmepåvirkede sonen er smal.